
Environmentally Responsible
Twenty Year Warranty
American Made
30 Years of Experience














- Key Benefits

- Information
- CAD Drawings
- Specifications
- Finish & Colors
- Brochures
Key Benefits
- RIGIDITY
- MODULAR SYSTEM
- LONGEVITY
- EASE OF INSTALLATION
- PANELS
- POSTS
- GATES
- COATING
- COLORS
- WARRANTY
RIGIDITY
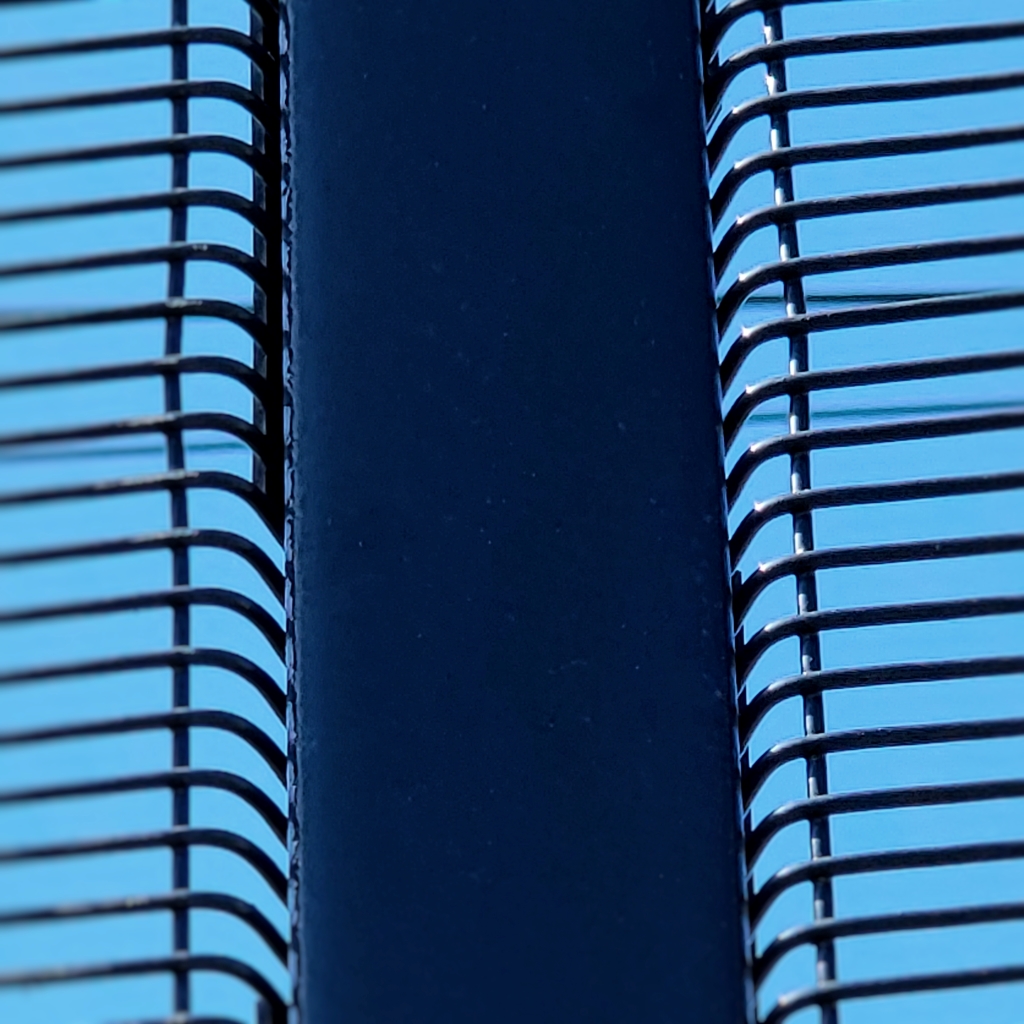
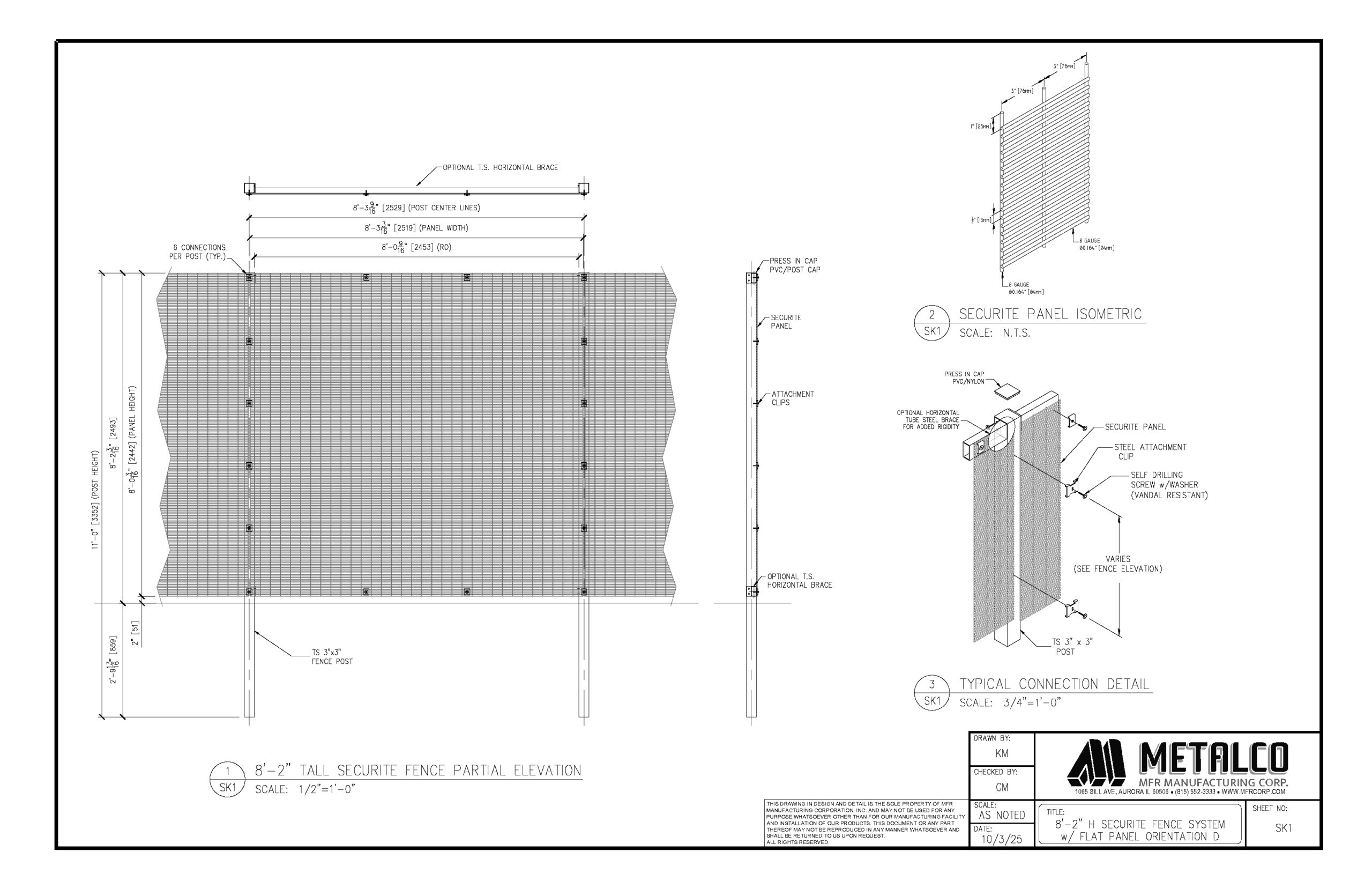
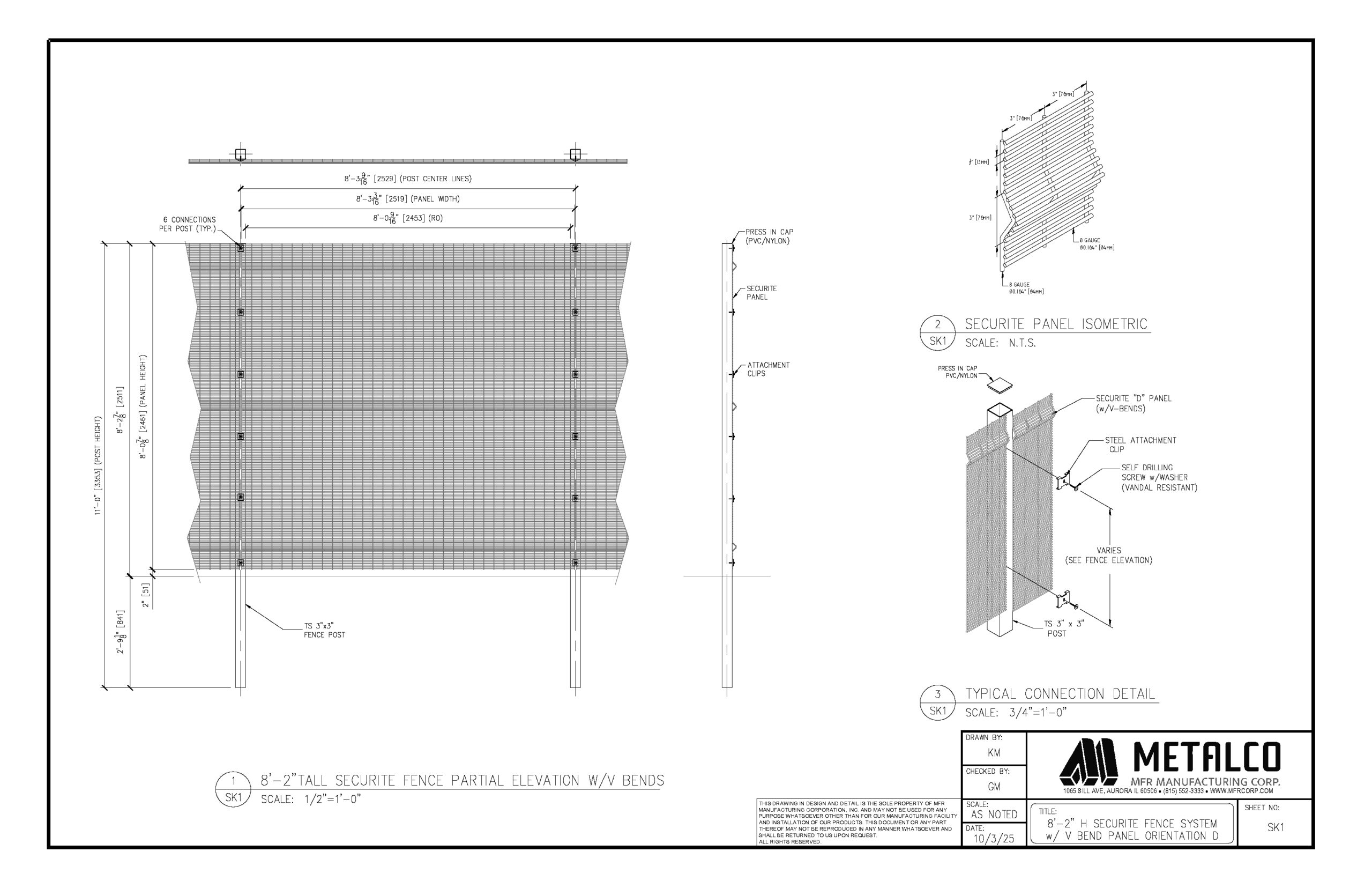
METALCO’s SECURITE system offers the highest security available in wire mesh fence panels due to small 0-1/2″ x 3″ mesh spacing. V-bend reinforcement is available for Securite type D, if desired for added rigidity. For flat panels, horizontal braces can be added as well. This high security fence is strong and difficult to climb or cut.
MODULAR SYSTEM
The SECURITE fence system is provided as a complete modular system consisting of panels in various heights, high strength steel posts and attachment hardware. A selection of security gates are also available, including swing gates, cantilever sliding gates, telescoping gates, and v-track gates.
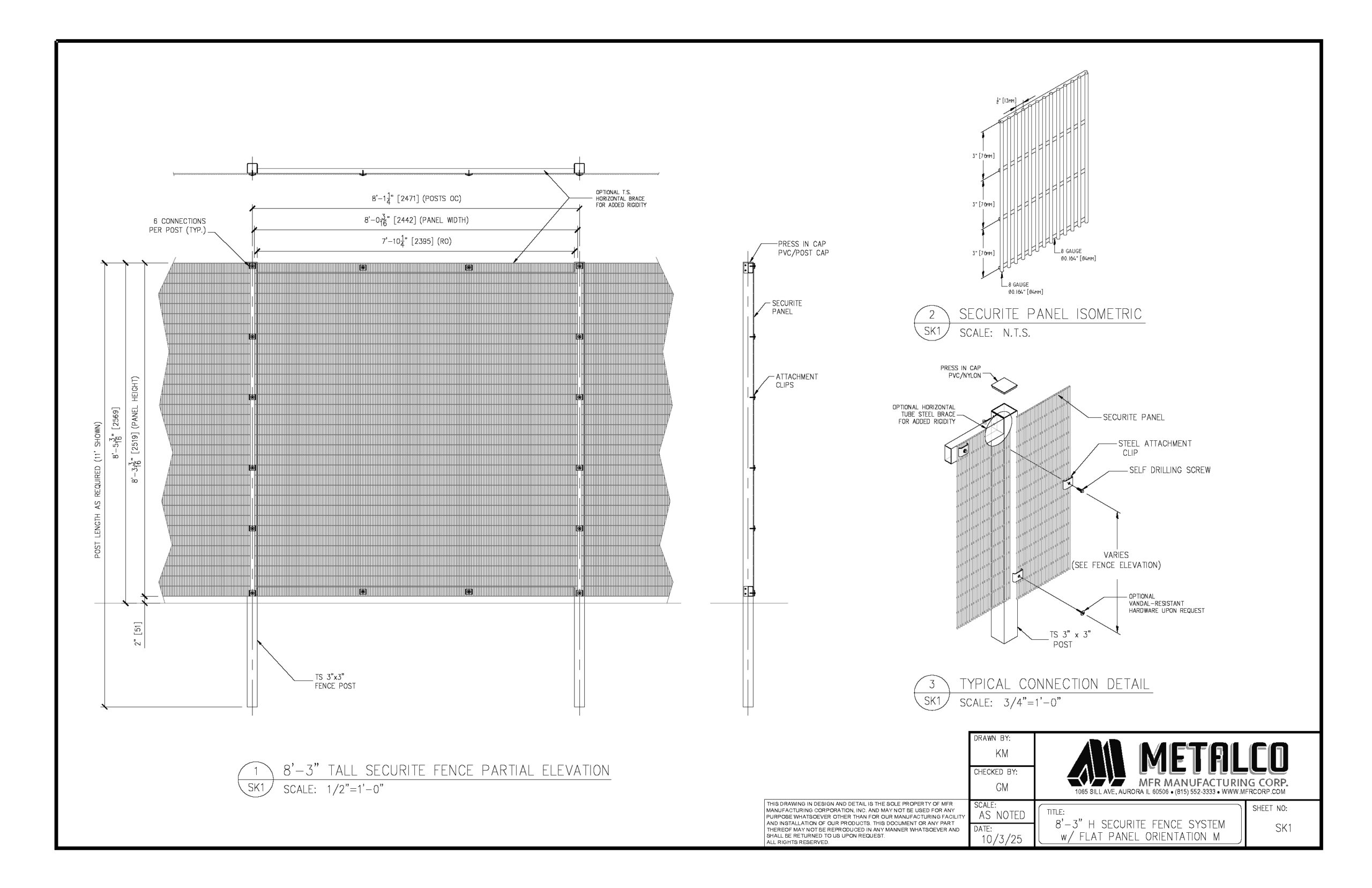
Metalco SECURITE is available in both horizontal (Securite “D”) and vertical (Securite “M”) orientations.
LONGEVITY
MFR’s advanced polyester powder coating system assures lasting colors. The combined protection of galvanization and powder coating ensures best protection against rust and corrosion. METALCO fence systems are generally maintenance-free and worry-free.
EASE OF INSTALLATION
The SECURITE system components are developed with ease of installation in mind. METALCO fencing products are manufactured to include panels, posts, gates, and all connection hardware for a seamless installation process.
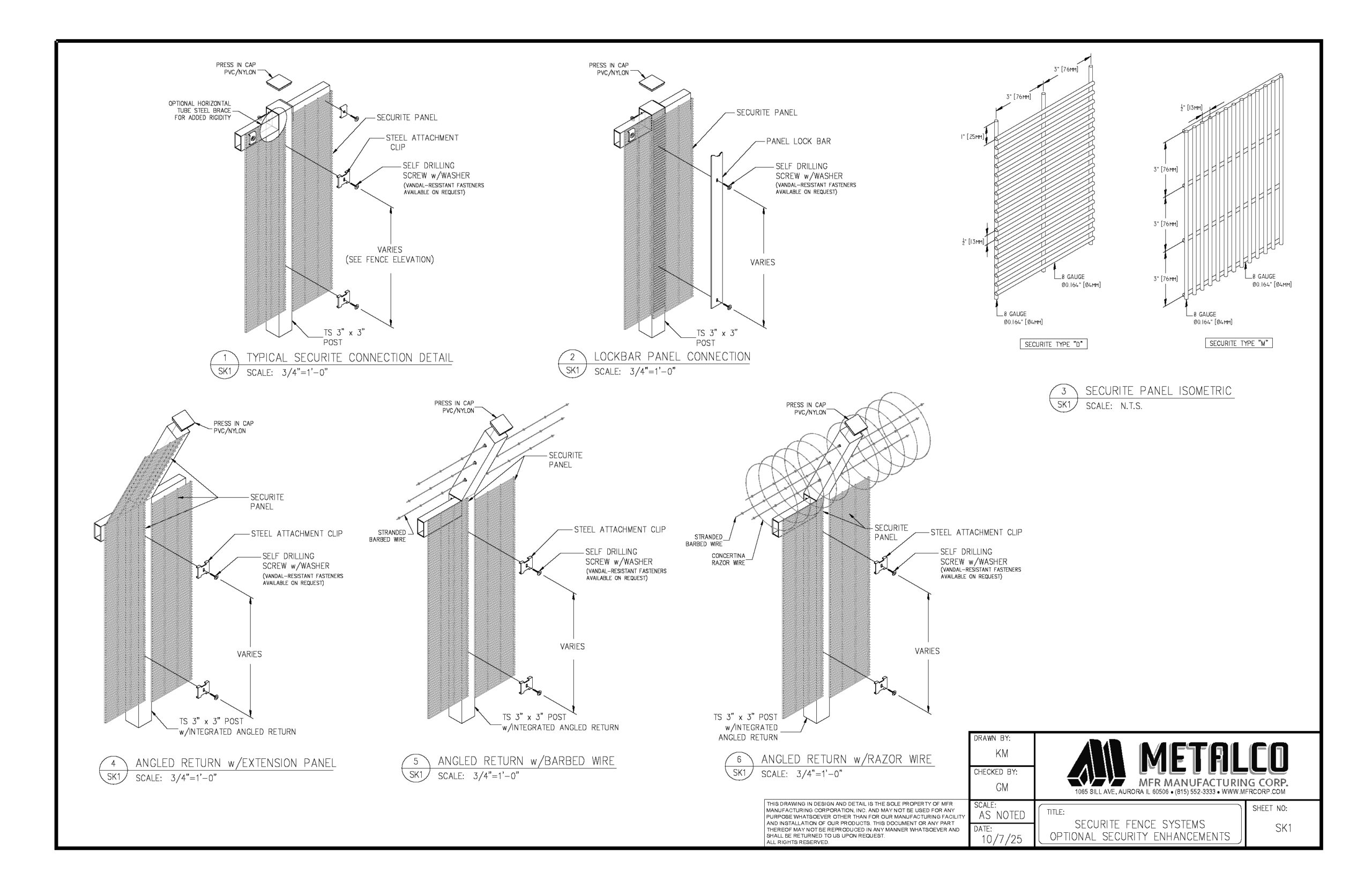
The system can be installed quickly and efficiently. Additional high-security fence features, including vandal-resistant hardware and barbed wire, are optional features with this high security fence, or the system can be maintained as a minimal design for a clean, less “institutional” look.
PANELS
SECURITE D panels have a width of 8′-3-3/16″ (2519mm) and are available in heights ranging from 6ft to 8ft, with additional height accomplished by stacking panels. The mesh size is 3″x 0-1/2″ (76mmX13mm) and consists of 8-gauge vertical and horizontal wires. The forge-welded high quality wire design assures highest strength and rigidity, and the fence is anti-climb and anti-cut due to the small mesh spacing. Securite D panels are available in both a FLAT and V-BEND design.
SECURITE M panels have a width of 8′-0-3/16″ (2442mm) and are available in heights of 8ft, with additional height accomplished by stacking panels. The mesh size is 0-1/2″ x 3″ (13mmX76mm) and consists of 8-gauge vertical and horizontal wires. The forge-welded high quality wire design assures highest strength and rigidity, and the fence is anti-climb and anti-cut due to the small mesh spacing. Securite M panels are available in a FLAT design.
POSTS
The panels are attached to tubular high strength steel posts, typically 3″ x 3″. The panels can be attached to the face of the posts, and tamper-resistant attachment hardware can be added for additional security. Horizontal braces can be added if desired for improved rigidity.
GATES
The SECURITE Fence System is accommodated by a wide selection of swing gates, v-track sliding gates, and cantilever gates. Vandal-resistant hardware, access control devices, and other optional features make this METALCO product ideal for a security gate solution.
COATING
The welded mesh panels are produced from galvanized steel wire and coated with an architectural grade polyester powder coating system. Our coating system offers the highest durability available today resulting in lasting colors for many years. In addition to the best protection against rust and corrosion it is also environmentally friendlier (no solvents) than other technologies.
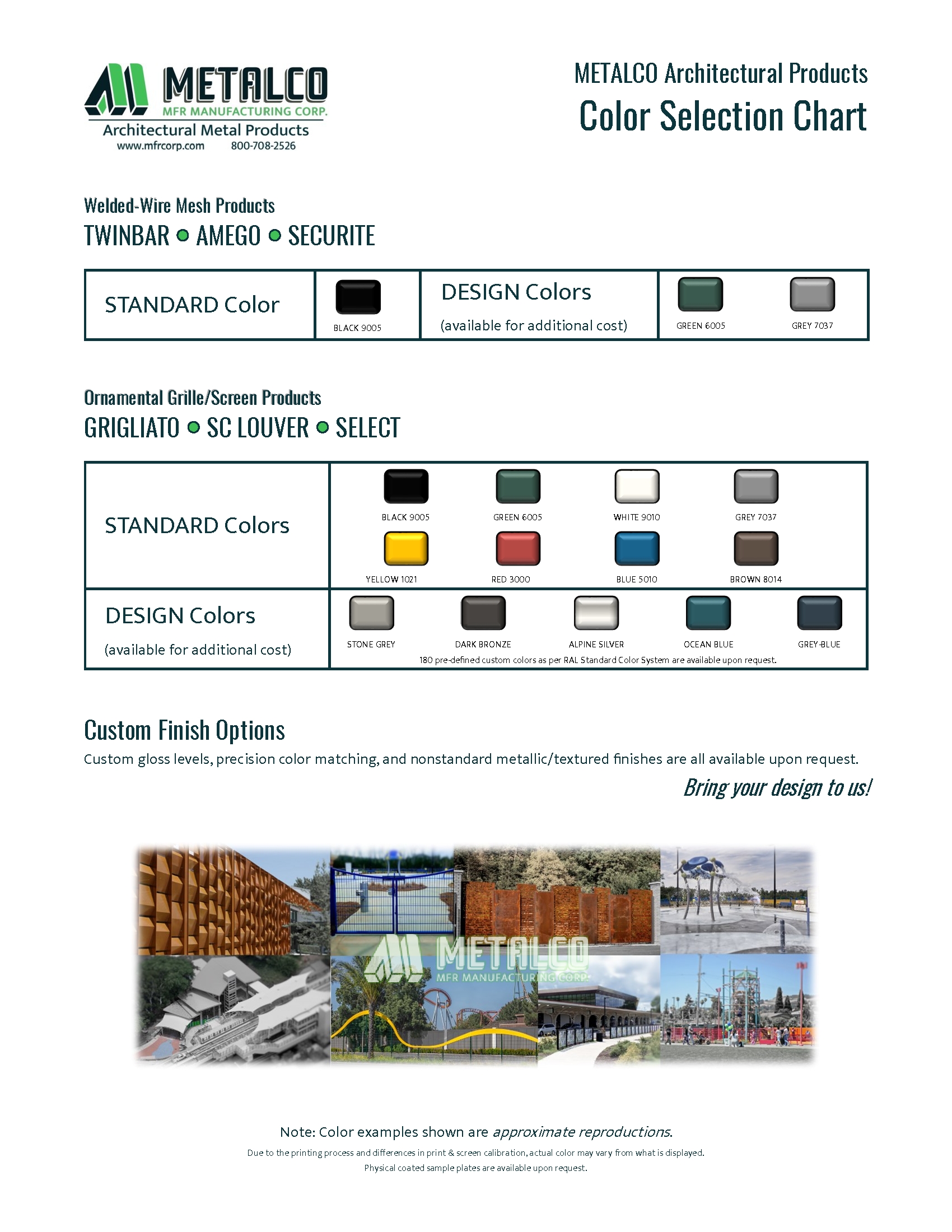
COLORS
The SECURITE fence system is available in a variety of colors. The standard stock color is black. Custom colors are available. Click here for more color info.
WARRANTY
The SECURITE Fence System is produced by utilizing state of the art manufacturing technology and is backed by our 20-year Manufacturer’s Warranty.
Information

Prevents Climbing
Small openings mean no toe or finger hold for climbing attempts. No passing of tools or weapons through fence.

Prevents Cutting
Strong wire and welded joints make cutting very difficult. Small mesh size prohibits use of large tools.

Prevents destruction
Small mesh protects against brute force attacks and vandalism, as it prevents leverage by large objects.
Added vandal-proof hardware and razor wire attachment make this product extremely secure.
CAD DRAWINGS
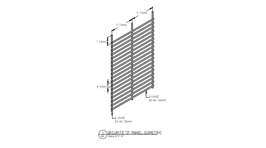
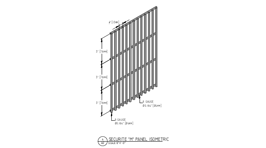
SECURITE type “D” (flat)
SECURITE type “D” (with horizontal folds)
SECURITE type "M" (flat)
Security Enhancements for SECURITE Fence Systems
SECURITE Specifications .pdf file type
SECURITE Specifications .doc file type
Specifications
Download Specifications

Word

“SECURITE” Fence System Specifications
MFR Manufcaturing Corp offers technical assistance to architects, engineers, contractors, owners and facility managers regarding the design and installation of our products. We have provided many custom solutions for unusual situations. Let our experienced engineers assist you to determine the optimum design for your project.
SECTION 32 31 16 WELDED WIRE FENCES AND GATES
PART 1 – GENERAL
1.1 RELATED DOCUMENTS
A. Drawings and general provisions of the contract, including General and Supplementary Conditions
B. Related Sections
1. 03 30 00 Cast in Place Concrete
2. 31 00 00 Earthwork
1.2 SUMMARY
A. This Section includes the following:
1. Fencing system complete with all hardware, infill mesh, union extrusions, posts, rails, gates,
and accessories necessary for a structurally integrated and aesthetically balanced installation.
2. Swinging gates and related hardware.
3. Sliding Gates and related hardware.
4. Concrete foundation for posts.
1.3 REFERENCES
A. American Society for Testing and Materials:
1. ASTM A53 Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless
2. ASTM A123 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products
3. ASTM A500 Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes
4. ASTM A501 Standard Specification for Hot-Formed Welded and Seamless Carbon Steel Structural Tubing
5. ASTM B117 Standard Practice for Operating Salt Spray (Fog) Apparatus
6. ASTM B221 Standard Specification for Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles and Tubes
7. ASTM B633 Standard Specification for Electrodeposited Coatings of Zinc on Iron and Steel
8. ASTM C33 Standard Specification for Concrete Aggregates
9. ASTM C150 Standard Specification for Portland cement
10. ASTM C207 Standard Specification for Hydrated Lime for Masonry Purposes
11. ASTM D1654 Standard Test Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive Environments
12. ASTM D2248 Standard Practice for Detergent Resistance of Organic Finishes
13. ASTM D2794 Standard Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation
14. ASTM D3359 Standard Test Methods for Measuring Adhesion by Tape Test
15. ASTM D3363 Standard Test Method for Film Hardness by Pencil Test
16. ASTM D4141 Standard Practice for Conducting Black Box and Solar Concentrating Exposures of Coatings
17. ASTM F1043 Standard Specification for Strength and Protective Coating on Metal Industrial Chain-Link Fence Framework
18. ASTM F2408 Standard Specification for Ornamental Fences Employing Galvanized Steel Tubular Pickets
B. American Concrete Institute:
1. ACI 301 Specifications for Structural Concrete
1.4 SYSTEM DESCRIPTION
A. The Manufacturer shall supply a Fencing System complete with all hardware, posts, rails, unions, security mesh panels, gates and accessories necessary for a structurally
integrated and aesthetically balanced installation.
B. Design Requirements: Fencing system, foundation and installation shall be engineered to withstand [90] mph wind load. (Where applicable, wind load rating to be based on IBC
2003 or local code if more stringent.)
1.5 SUBMITTALS
A. Product Data: For each product indicated, include manufacturer’s product literature, shop drawings, and product performance data indicating compliance with this specification.
B. Installation Drawings: Show layout, locations, components, materials, dimensions, sizes, weights, finishes of components, installation and operational clearances, gate swings,
post sizes, spacing and mesh type, gate details/dimensions, details of post anchorage, and post attachment/bracing.
C. Samples: Color selections and samples for finishes on fence and accessories if requested by the specifier.
1.6 QUALITY ASSURANCE
A. The contractor shall provide laborers and supervisors who are thoroughly familiar with the type of construction involved and the materials and techniques specified. Review and
follow manufacturer’s installation instructions.
B. Provide fence system and gates, as a complete unit produced by a single manufacturer, including necessary erection accessories, fittings and fastenings.
C. Manufacturer Qualifications: Company specializing in manufacturing the products specified in this section with a minimum of 10 years documented experience.
D. Field Quality Control to be conducted (Owner’s Project Manager)(General Contractor)(Manufacturers Technical Specialist).
1.7 DELIVERY, HANDLING AND STORAGE
A. Deliver fence materials, gates, posts, and accessories to project site, completely pre-finished. Upon receipt at the job site, all materials shall be checked to ensure that no
damages occurred during shipping. Materials shall be handled and stored properly to protect against damage and theft.
B. Handle fence components to protect finish coating from any scuffs, abrasion or other damage during unloading and installation. Excessive damage to factory applied coatings
will be cause for rejection.
PART 2 – PRODUCTS
2.1 MANUFACTURER
A. MFR Manufacturing Corp, Aurora, IL 60506 Tel: 815-318-0839 Fax: 815-552-3315
Email: [email protected] Web: www.mfrcorp.com
1. SECURITE Security Mesh Fence System
2.2 MATERIAL
A. Fencing System Subject to the performance and design requirement specified herein, fence and gates shall be manufactured from the following materials:
1. Fence Framework:
a. Squares:
1) Steel Posts and rails and pickets to be per ASTM F2408 with minimum yield strength to 50,000 psi.
2) Material greater than 3/16” thickness and larger than 6 inch O.D. shall be formed per ASTM A53, ASTM A500 Grade B, or ASTM A501,
with a minimum yield strength of 46,000 psi and shall be hot dipped galvanized in accordance with ASTM A123.
b. Round:
1) All round material for post and rails up to and including 5 inch O.D. to meet the requirements of ASTM F 1043, Group IC.
2) If posts larger than 5 inch O.D. are to be used they are to meet the requirements of ASTM F 1043, Group IA.
2. Panels:
a. Panel Joint Extrusion: Panel joint extrusion manufactured per ASTM B221 to manufacturer’s standard, size and shape as shown
on the approved submittal / installation drawings.
b. Security Mesh:
1) Infill panels to be [**Section to be completed by specifier based on Security Infill chosen, see website for available meshes, **]
and shall be powder coated to match fence.
2) Sheets, rails and posts to be cut, sized, and located as indicated in the certified and approved submittal / installation drawings.
3. Fittings and Fasteners:
a. Post Caps: Shall be of press on type steel caps zinc plated to ASTM B633, Service class II or malleable steel caps galvanized to ASTM A123 finished to match
fence system.
b. Rail Attachments / Brackets: Shall be stainless steel or galvanized steel with stainless, galvanized or zinc plated fasteners.
All brackets shall be finished to match fence finish and color.
4. Swing Gates: Design of gates shall be as shown on the approved submittal / installation drawings.
a. Gate frames and Mesh Infill Panels: Materials as described herein above.
b. Frame member: Shall be MIG welded. If necessary, truss rods or cables to be used to prevent gate sag and allow for future adjustment.
c. Gate Posts and Foundation: Size as determined by Engineer, based on gate size, local wind loading requirements, and installation type.
d. Hinges: Manufacturer’s standard hinges, structurally capable of supporting gate leaf and allow opening and closing without binding.
Non-lift-off type hinge design shall permit gate to swing 180⁰(degrees). Hinge pins shall be non-removable.
e. Latch: Capable of retaining gate in closed position and have provision for padlock.
f. Keeper: Provide keeper for each gate leaf over 5 feet wide. Gate keeper shall consist of mechanical device for securing free end of gate when in full open position.
5. Slide, Cantilever and Overhead Track Gates: Design of gates shall be as shown on the Drawings.
a. Gate frames and infill panels: Materials as described above.
b. Frame members: Shall be MIG welded. If necessary, truss rods or cables to be used to prevent gate sag and allow for future adjustment.
c. Gate Posts and Foundation: Size as determined by Engineer, based on gate size, local wind loading requirements, and installation type.
2.3 POWDER COATED FACTORY FINISH
A. Coating Material: Posts, post caps, rails, brackets, joint extrusions and security mesh shall be finished with a factory applied TGIC polyester powder
coating of the “Super-Durable” class. Powder coated finish shall meet or exceed the following performance criteria.
B. Applicable requirements to validate the coating process.
1. Adhesion Resistance: ASTM D3359, Measuring Adhesion by Tape Test, Method B.
a. Minimum Performance Requirement – Coating retention of not less than 95%.
2. Impact Resistance: ASTM D2794, Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact).
a. Minimum Performance Requirement – resistance to impact not less than120 in. /lb.
3. Film Hardness: ASTM D3363, Film Hardness by Pencil Test
a. Minimum Performance Requirement – Minimum Hardness: 2H
4. Solar Concentration Exposure: ASTM D4141, Conducting Black Box and Solar Concentrating Exposures of Coatings, Method C. (Equivalent to EMMAQUA NTW)
a. Minimum Performance Requirement – coating must test to a minimum of 50% Gloss Retention at 1,400 MJ/m2 with no film failure,
chalking, cracking or checking and no more than 10% fading.
5. Thickness: Film thickness of 2-4 mils as measured by manufacturer’s standard powder coat measurement and inspection procedures.
6. Pretreatment: The fence sheeting and framework shall be prepared using a pre-treatment cleaning system to remove foreign material and to
properly prepare the surface to achieve the coating system requirements specified above.
7. Curing: Heat cure in accordance with powder manufacturer’s prescribed cure schedule to properly crosslink and bond finish to metal substrate.
8. Chemical Resistance
a. Muriatic Acid Resistance (15 minute spot test)
1) Procedure: Apply 10 drops of 10% (by volume) solution of muriatic acid (37% commercial grade hydrochloric acid) in tap water on the coated
surface and cover it with a watch glass, convex side up. The acid solution and test shall be conducted a 18° to 27° C (65° to 80°).
After a 15 minute exposure, wash off with running tap water.
a) Performance: No blistering and not visual change in appearance when examined by the unaided eye.
b. Mortar Resistance (24 hour pat test)
1) Procedure: Prepare mortar by mixing 75g 92.6 oz) of building lime (conforming to ASTM C207) and 225g (7.9 0z) of dry sand,
both passing through a 10-mesh wire screen with sufficient water, approximately 100g (3.5 oz), to make a soft paste. Immediately apply
wet pats mortar about 1300 mm² (2 in²) in area and 12 mm (1/2 in) in thickness to coated specimens, which have been aged at least 24 hours
after coating. Immediately expose test specimens for 24 hours to 100% relative humidity at 38° C (100° F).
a) Performance: Mortar shall dislodge easily from the coated surface, and any residue shall be removable with a damp cloth. Any lime residue
should be easily removed with the 10% muriatic acid solution. There shall be no loss of film adhesion or visual change in the appearance
when examined by the unaided eye. Note: A slight staining or discoloration may be apparent on orange, yellow or metallic coatings.
This should be discussed with the specifying source prior to selection of color.
c. Detergent Resistance
1) Procedure: Prepare a 3% (by weight) solution of detergent as prescribed in ASTM D2248, and distilled water. Immerse at least two test specimens in
the detergent solution at 38° C (100°) for 72 hours. Remove and wipe the specimens dry. Immediately apply tape (Permacell 99 or equivalent) 20mm (3/4in)
wide by pressing down firmly against the coating to eliminate voids and air pockets. Place the tape longitudinally along the entire length of the test specimens.
If blisters are visible, then the blistered are must be taped and rated. Sharply pull off at a right angle to the plane of the surface being tested, per ASTM D3359.
a) Performance: No loss of adhesion of the film to the metal. No blistering and no significant visual change in the appearance when examined by the unaided eye.
d. Corrosion Resistance
1) Procedure: Preparation of Test Specimens- Perform a single scribe the length of the specimen, within one inches of any edge and deep enough to
expose the base metal. Expose the specimen for 1,000 hours according to ASTM B117-07 using a 5% salt solution and 95°F operational temperature.
After exposure, remove specimens and wipe dry. Immediately apply tape (Permacel 99 or equal) over scribed are by pressing down firmly against the
coating. Sharply pull the tape off at a right angle to the surface being tested.
a) Performance: The required is a minimum of seven on the scribed edge and minimum blister rating of eight within the test specimen field in
accordance with tables in ASTM D1654.
2.4 CONCRETE FOOTINGS
*This section shall be superseded by requirements of anti-ram barrier system if used in conjunction with this installation*
A. General: Comply with ACI 301 for cast-in-place concrete; materials consisting of Portland cement complying with ASTM C150,
aggregates complying with ASTM C33, and potable water.
B. Concrete Mixes: Normal-weight concrete air entrained with not less than 3000-psi (20.7- MPa) compressive strength (28 days),
3-inch (75-mm) slump, and 1-inch (25-mm) maximum size aggregate.
C. Footings: 2.4.3.1 Footings shall be minimum 3,000 psi after twenty-eight (28) days concrete. Footing sizes shall be determined by Engineer.
PART 3 – EXECUTION
3.1 PREPARATION
A. Verify areas to receive fencing.
B. Coordinate fence installation with work of other sections listed in these specifications.
C. Examine conditions under which fencing and gates are to be installed. Notify Contractor of unsatisfactory conditions.
Do not proceed with work until conditions are satisfactory to the installer.
3.2 INSTALLATION
A. Install fence and gates in accordance with manufacturer’s instructions and approved installation drawings. Install fencing to withstand wind load as specified.
B. Handle fence components to protect finish coating from any scuffs, abrasion or other damage during installation.
Excessive damage to factory applied coatings will be cause for rejection.
C. Space posts at dimensions indicated in the installation drawings. Attach fence rails to posts using stainless steel or galvanized steel,
panel hanger brackets supplied by manufacturer. Field welding of panels to posts is unacceptable as it will cause significant damage to the galvanizing
and powder coat protective finishes.
D. Concrete Footings: Place concrete around posts and vibrate or tamp for consolidation. Verify that posts are set plumb, aligned, and at correct
height and spacing, and stabilized in position during placement and finishing operations until concrete is sufficiently cured. Protect portion
of posts above ground from concrete splatter.
E. Install gates level, plumb, and secure for full opening without interference. Attach hardware using tamper-resistant or concealed means.
Install ground-set items in concrete for anchorage. Adjust gate to operate smoothly, easily, and quietly throughout entire operational range.
Confirm that latches and locks engage accurately and securely without forcing or binding.
F. Avoid unnecessary cutting, drilling and welding of pre-finished fence components. If necessary to cut drill, weld or otherwise
modify product due to field conditions, repair factory finish in accordance with Item 3.2.7 below.
G. Touch-up any necessary areas by lightly sanding; apply a zinc-rich cold galvanizing primer followed by a high quality acrylic lacquer
paint to match finish. (Touch-up paint available from manufacturer) Note: field applied touch-up cannot match the performance of factory applied
finishes and should be limited in use.
3.3 CLEANING
A. Fence contractor shall remove packing materials and unused product and level uneven areas due to excavations created by fence installations.
END OF SECTION 32 31
Finish. Colors. Coating.
The railing systems high rigidity is accomplished by use of combined steel bars which electro forged cross rods. Wide selection of a variety of different mesh sizes to match your project needs. All railing systems are designed to meet the strength requirements of standard building codes. Custom engineered systems can be designed to match any strength requirement for specific local building codes.(i.e. high rise roof top railings)
- Polyester Coating 90/100 micron
- Zinc base E-Coat layer and zinc rich powder layer / alternate hot dip galvanized zinc coating ASTM123
- High Strength Steel
*may vary by product type


Powder Coating is Eco Friendly
Our Powder Coatings are environmentally friendly and are an organic high quality finished surface providing integrity, durability, and a beautiful appearance over an extended period of time.
Powder Coating has been proven to be safer for the environment than wet paint applications. Most wet paints have solvents that are harmful to the environment. However, powder coat is solvent-free and applied electrostatically.
Ecologically there are no VOCs emitted and very little waste is produced because most powder coating overspray can be reused, greatly reducing the waste commonly found in liquid painting.
Environmental Impact of Powder Coating
Despite all the care that is taken to protect the environment, there are still benefits to be gained.
More importantly, the long term effect of powder coating the product for corrosion protection. Our coating system protects the metals which are exposed to the project conditions, which in turn enjoy a longer lifetime and require far less maintenance. Decay and early replacement of parts are prevented or at best minimized.
In the long run, powder coating will replace its counterpart, wet paint, in more and more areas. Technically, powder coating competes with wet paint head to head. In addition, powder coating is more friendly to the environment than wet paint, for the same cost, yet powder coating also has the advantage of superior mechanical and anti-corrosive properties. Whereas wet paint is all washed up!
Another advantage of using powder coatings is the subtraction of solvents. The powder is applied without any additives. The harmful emission of V.O.C., as used in wet paint, does not occur. The environment also benefits from the electrostatic adhesion of the metal to the powder particles. This adhesion creates a smooth and even layer that covers the edges of the metal object. This eliminates sharp edges that need to be ground into shape. The powder, not attracted to the substrate is contained and reused. Wet paint overspray has to be disposed of as chemical waste.
Brochures
Have our security fence brochures mailed to you!
Download a PDF version of our brochure now.
PRODUCT Showcase
























