Environmentally Responsible
Twenty Year Warranty
American Made
30 Years of Experience















- Key Benefits

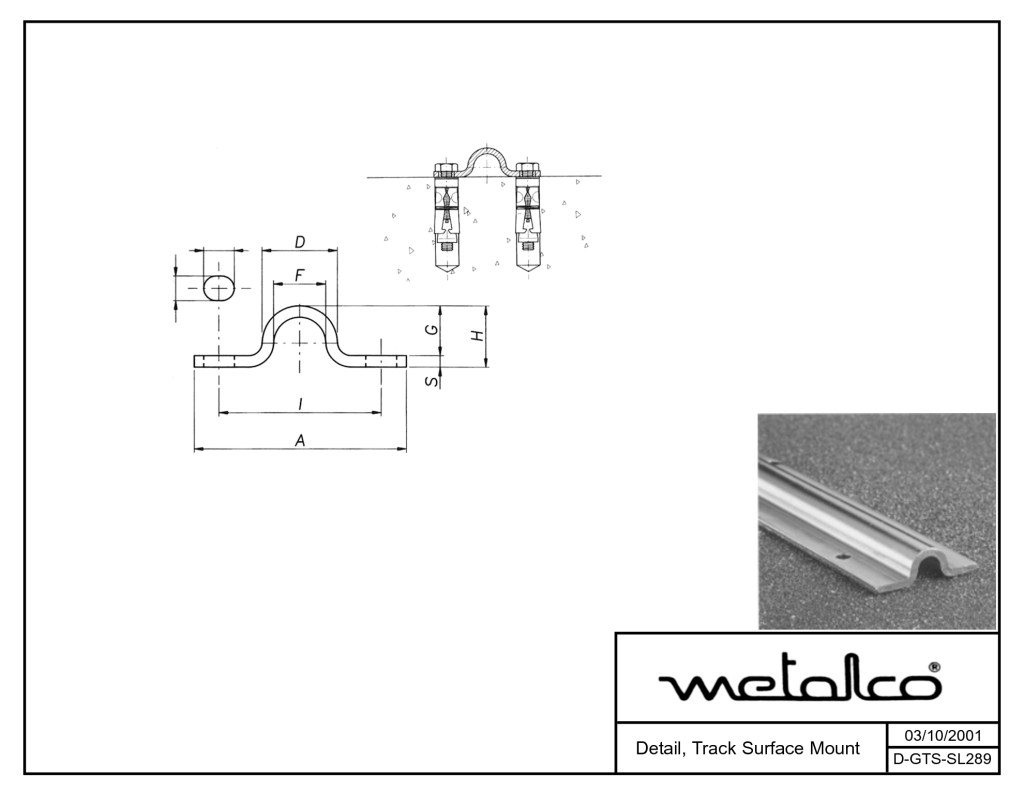
- CAD Drawings
- Specifications
- Finish & Colors
- Brochures
Key Benefits
- Consult our design team for your specialty gate requirements.
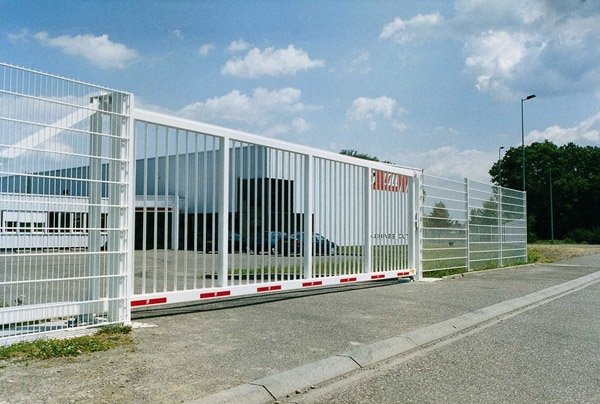
- America's Largest Cantilever Sliding Gate
METALCO Specialty Gates are custom designed by our experienced team of engineers. Our designs are based on extensive experience finding implementing custom gate system solutions for the most challenging situations.
Bi-Fold Swing Gates with up to 5 gate elements and a with of up to 40ft per gate, or 80ft per double gate are available. These can be designed for heights up to 14ft.
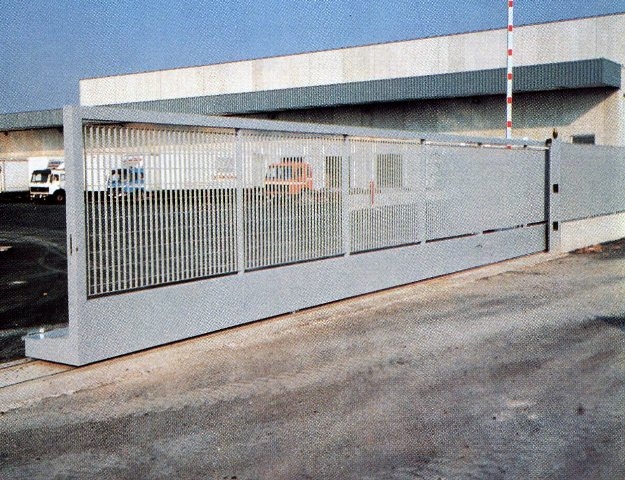
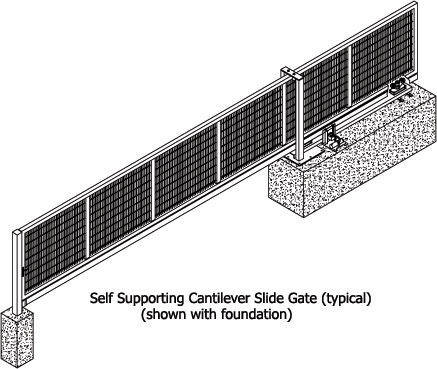
Self-supporting Cantilevered Telescopic Slide Gates covering opening width of up to 120ft are available. These gates do not require a track and can close across uneven surfaces such as gravel surfaces and crowned road ways. These are not impacted by snow, ice and debris in the track.
V-Track Telescopic Slide Gates with up to 5 elements per unit covering up to 100ft per side or 200ft for a double gate setup. Available for heights up to 18ft.
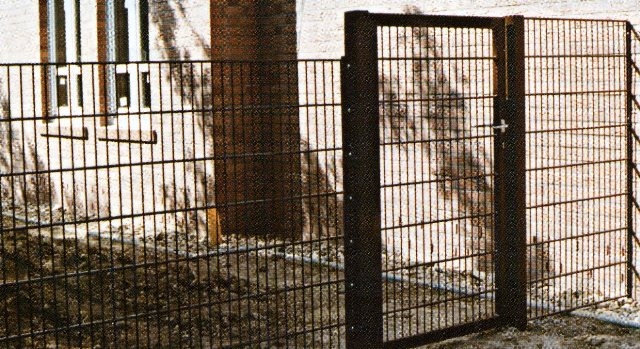
These specialty gates are available in a variety of finishes. The infill areas can be closed with either one of our mesh type products, such as GRIGLIATO, SELECT, TWINBAR, AMEGO or SECURITE. Also available are infills made of decorative metals, wood and composite materials.
See it in action:
America’s largest self-supporting slide gate, manufactured by MFR / METALCO.
Project: Haribo of America, new manufacturing facility in Pleasant Prairie, WI.
Custom TWINBAR fence and gate system, with added angled return/overhang, 10′ tall, including swing gates, slide gates, and a custom oversized slide gate, over 135′ long.
Contact us today to discuss your specialty gate needs!
Standing as a testament to engineering ingenuity and unparalleled craftsmanship, this gate redefines what it means to blend functionality with aesthetic appeal. Spanning an opening width of nearly 100 feet, this self-supporting gate serves as a security barrier for truck entry and exit for an American manufacturing facility.
Unlike conventional sliding track gates, this cantilever gate system has a mounted track so the pathway is free and clear for vehicle traffic. Not only will this design last under the demands of the facility, but snow and ice are a less significant factor.
Our METALCO gate systems are highly customizable and can be equipped with state-of-the-art automation systems and security features. From remote access to keypad control systems, a gate manufactured by MFR Corp can suit any project. Crafted using premium US-sourced materials, all Metalco products are designed to withstand the test of time, backed by our 20-year warranty.






CAD DRAWINGS
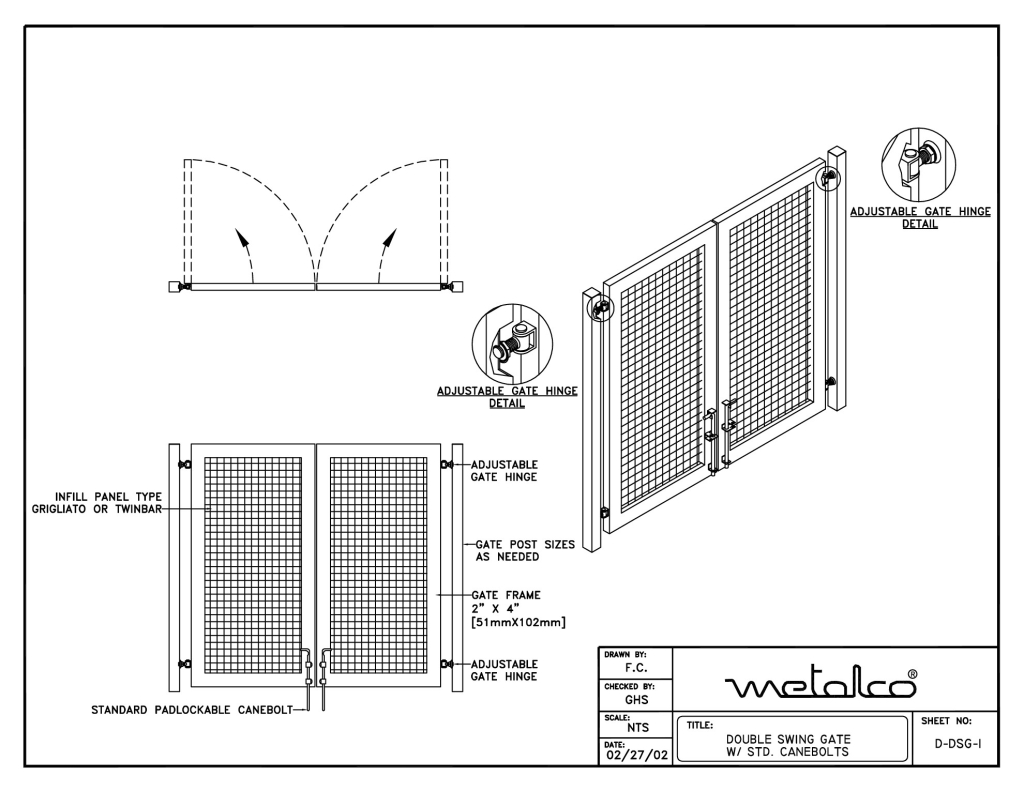
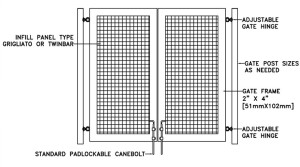
Double Swing Gate typical
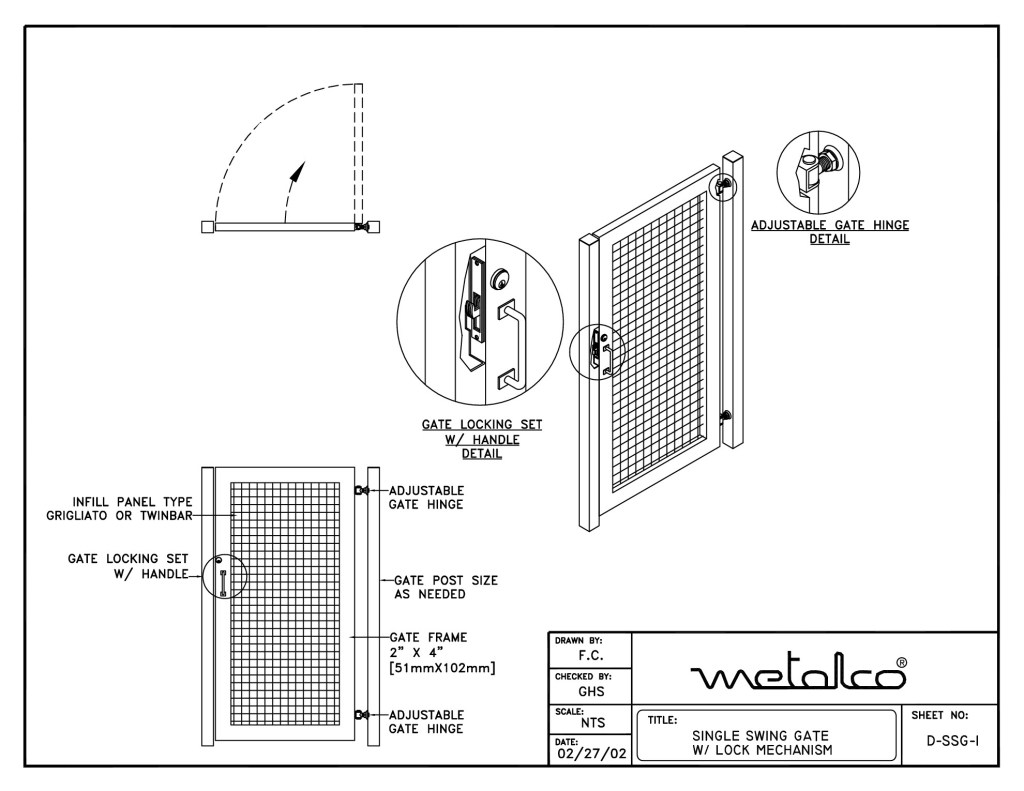
Single Swing Gate typical
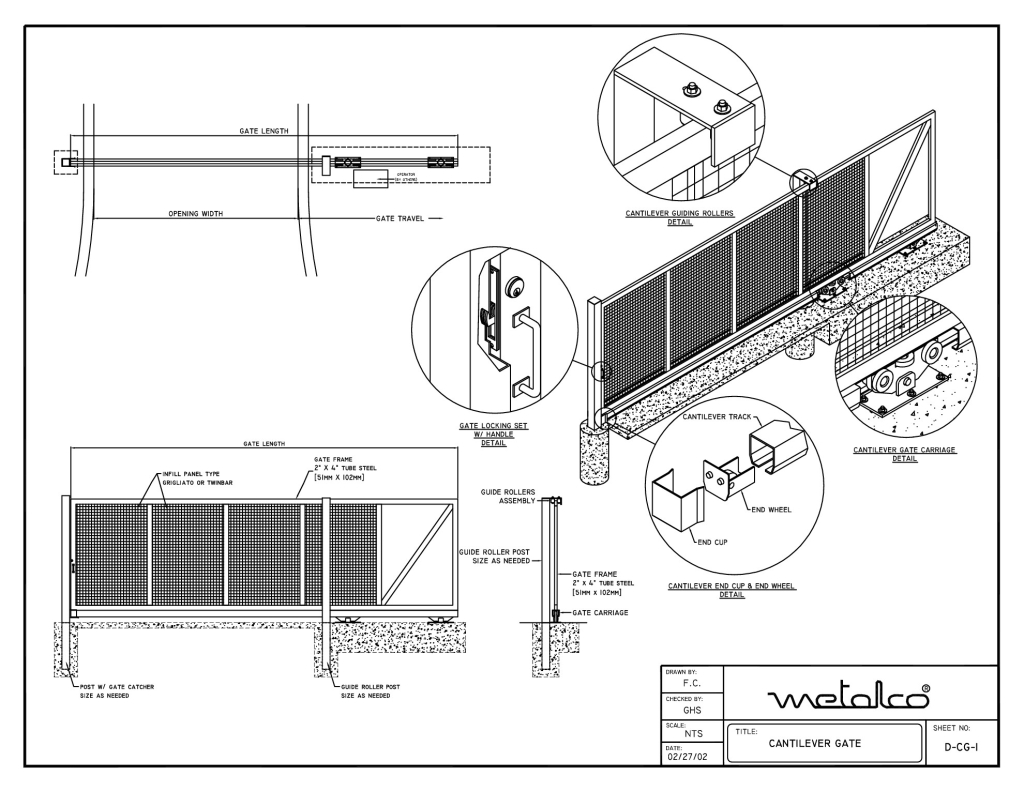
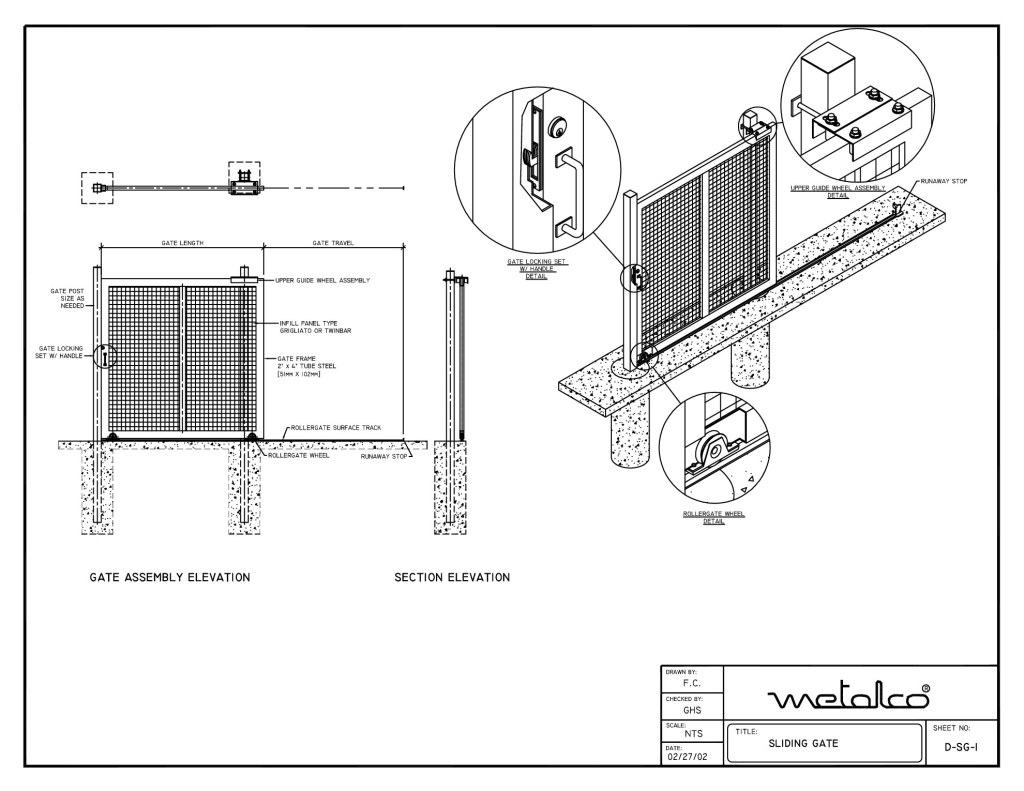
Cantilever Slide Gate, typical
V-Track Slide Gate typical
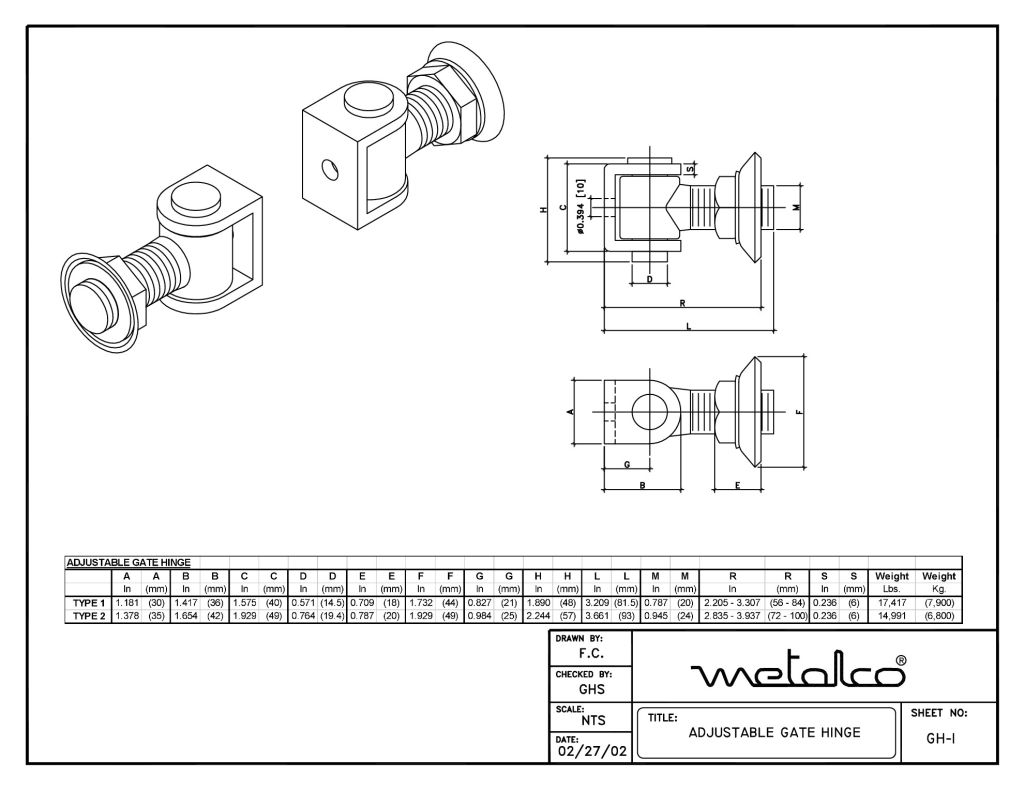
Swing Gate adjustable hinge
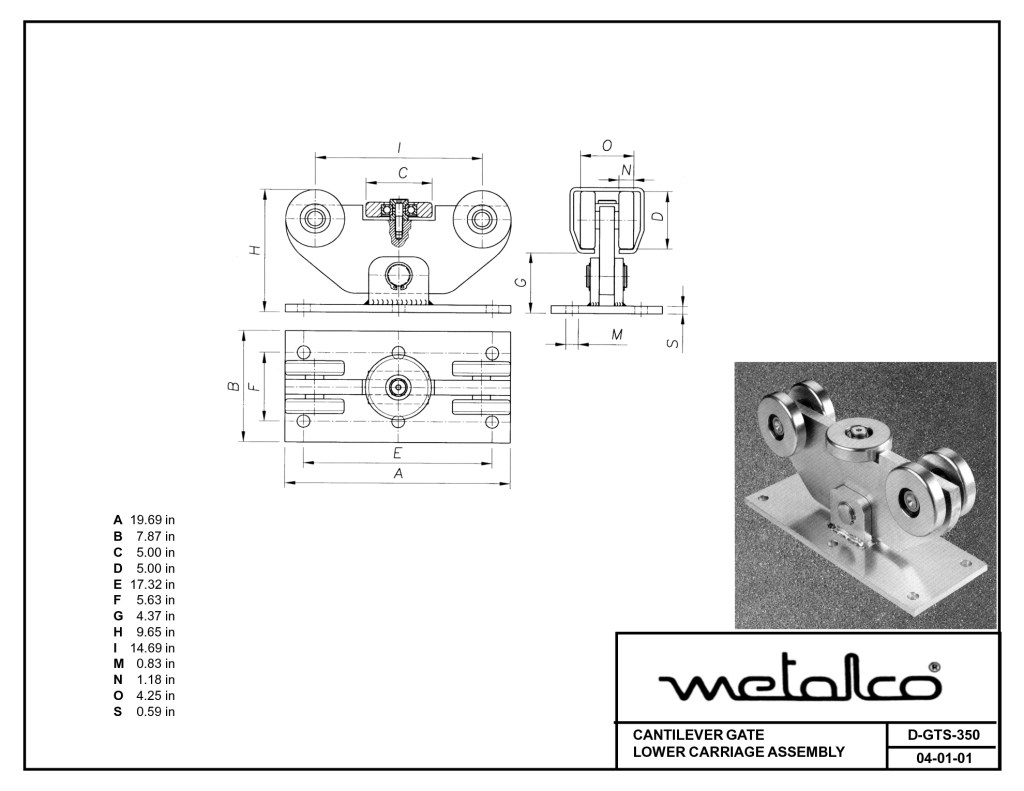
Cantilever Slide Gate Carriage Assembly
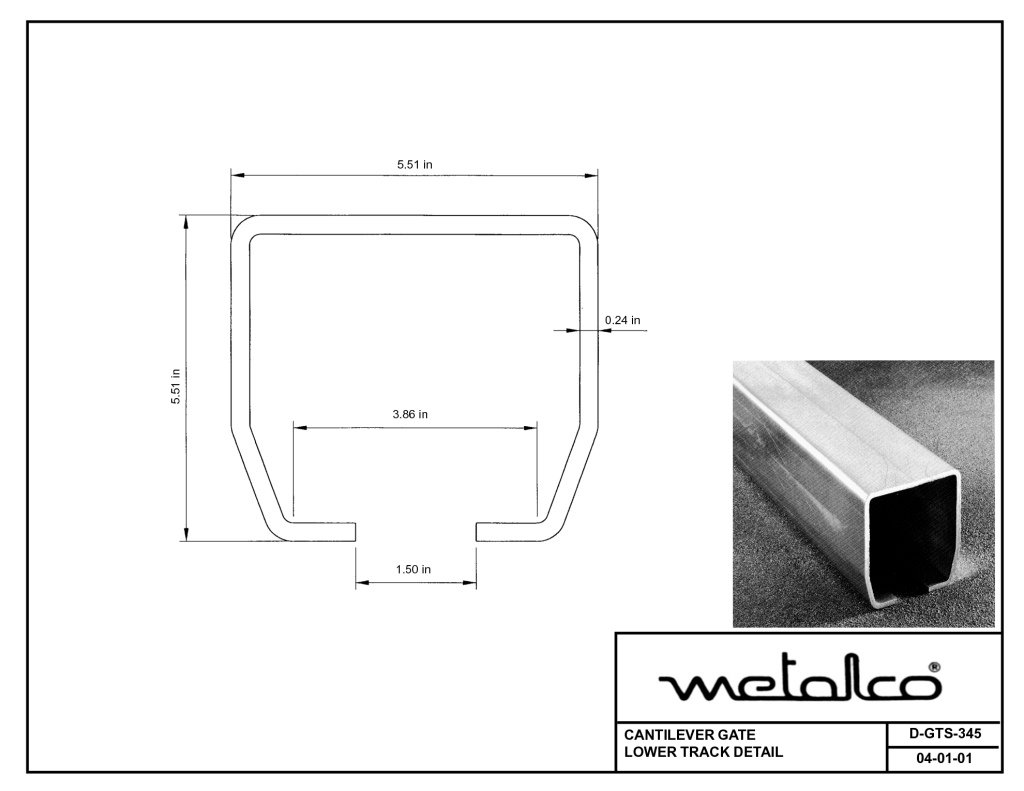
Cantilever Slide Gate bottom carriage track
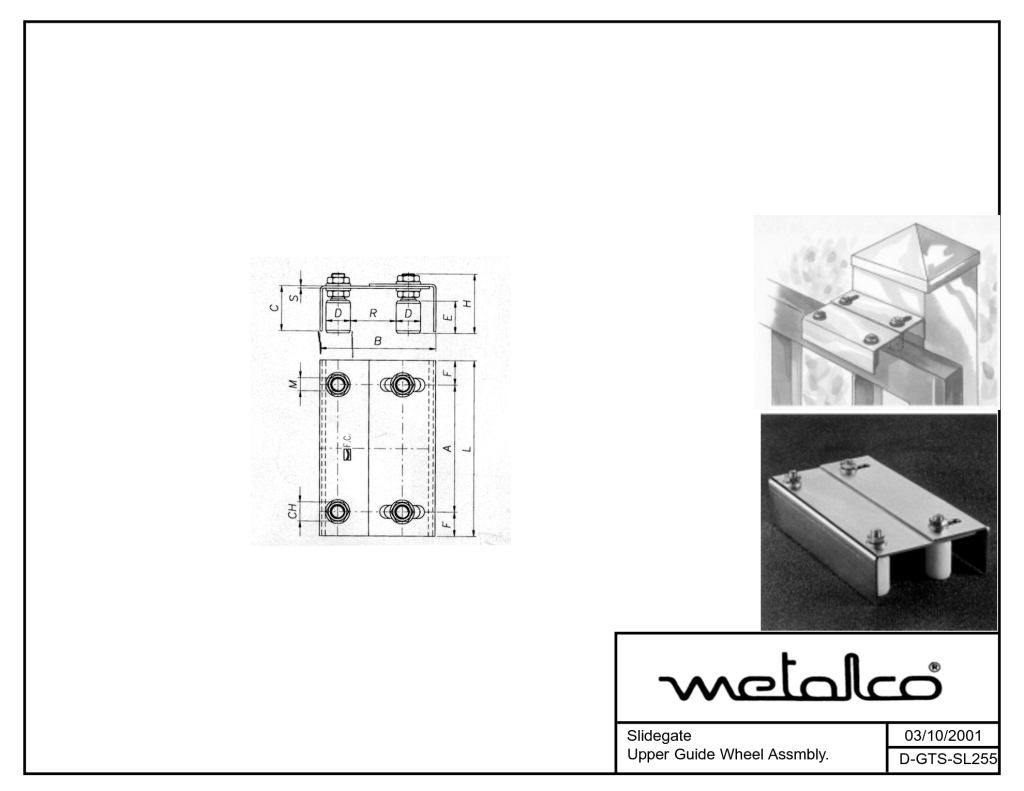
Cantilever Slide Gate upper guide wheel assembly
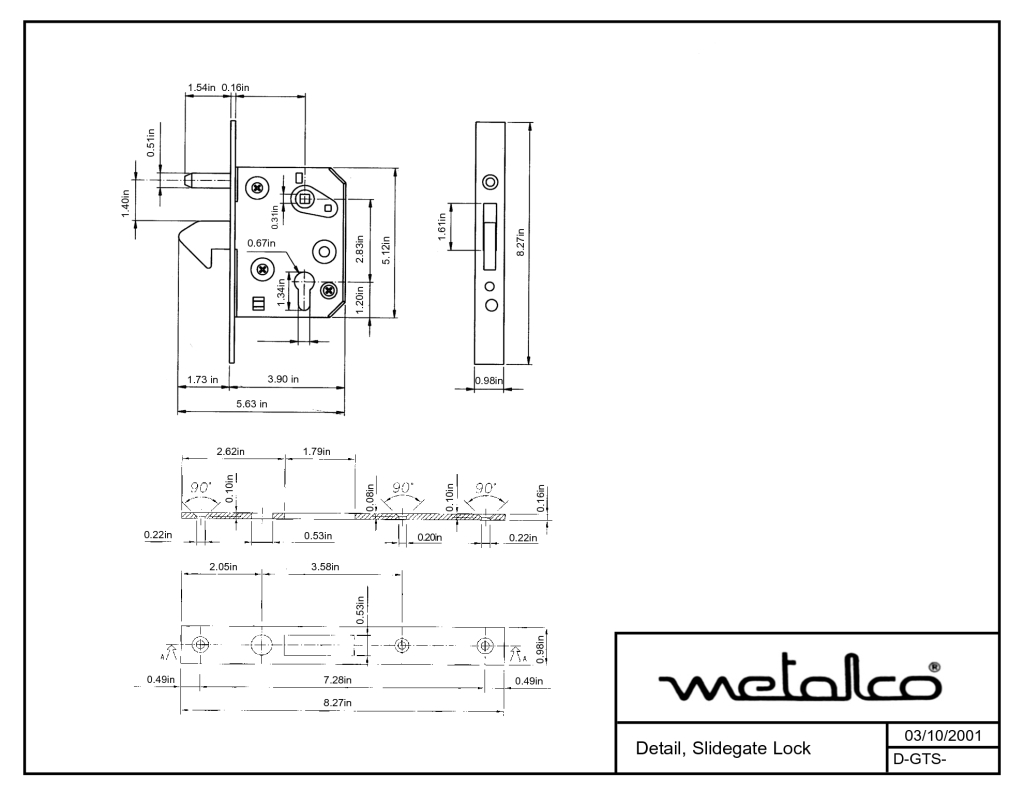
Slide Gate typical locking device
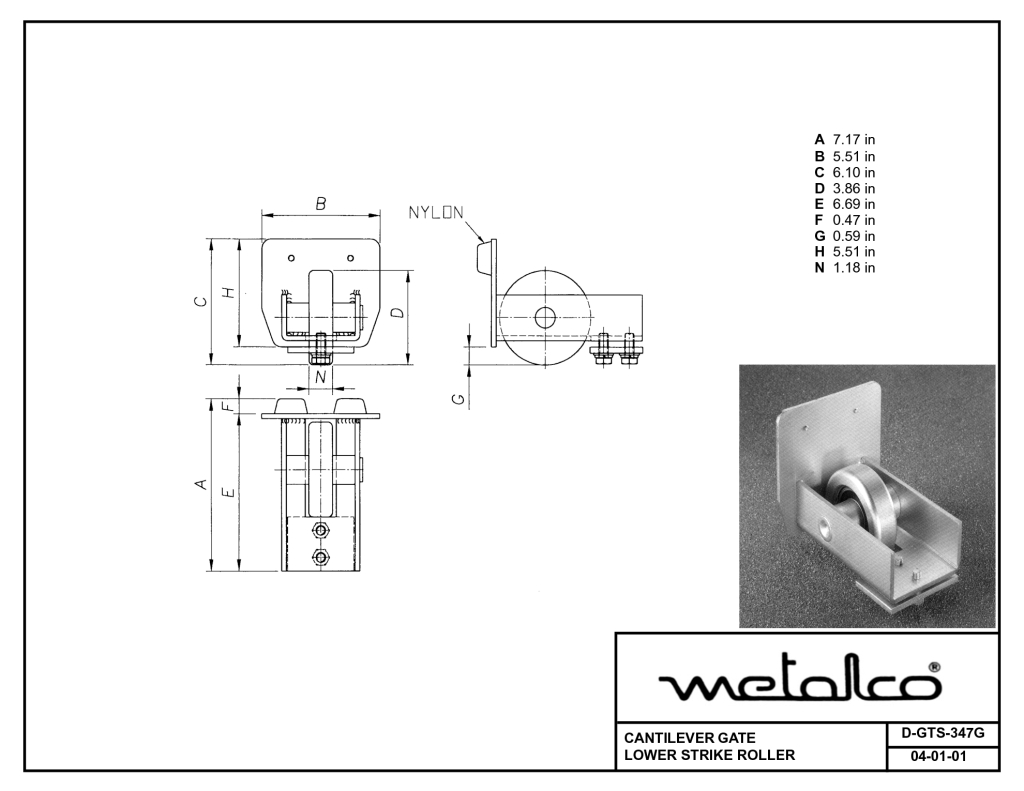
Cantilever Slide Gate Lower Strike Roller
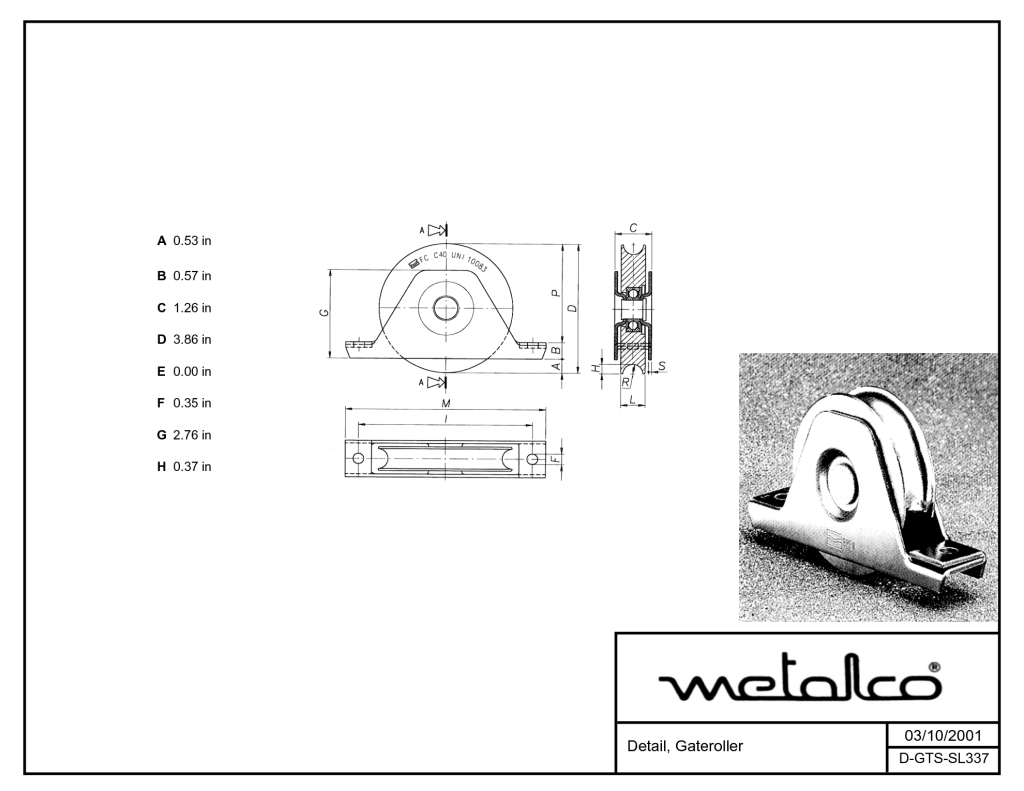
V-Track Slide Gate lower track wheel
V-Track Slide Gate guide track
Specifications
Download Specifications

Word
Gate System Specifications
MFR Manufacturing offers technical assistance to architects, engineers, contractors, owners and facility managers regarding the design and installation of our products. We have provided many custom solutions for unusual situations. Let our experienced engineers assist you to determine the optimum design for your project.
MASTER SPECIFICATION
SECTION 32 31 00
ORNAMENTAL FENCES AND GATES
PART 1 GENERAL
1.1 DESCRIPTION OF WORK
A. Provide steel fence framing and ornamental fences and gates of the following type:
Choose applicable fence and gate components from the following:
1. Wire mesh fence panels.
2. Inclined section (formed main bar) fence panels.
3. Swing gates matching adjacent fence panels.
4. Sliding gates matching adjacent fence panels.
B. Related Work Specified Elsewhere:
1. Concrete Work: Section _________
Consult motor operator manufacturers for guidance in specifying operator systems.
2. Motor Operator For Gates: Section _____
3. Electrical Work In Connection With Motor Operated Gates: Division 16 ELECTRICAL.
1.2 PERFORMANCE CHARACTERISTICS
A. Polyester Powder Coating:
1. Salt Spray Resistance: When tested in accordance with ASTM B117, Bonderite 1000 steel panels, in a scored condition, exhibit no undercutting after 500 hours in 5 percent salt spray testing at 95 degrees F and 95 percent relative humidity. No rusting or blistering on panel face. Under the same conditions after 1000 hours, the panels showed less than 3/16 inch undercutting.
2. Weatherability: When tested in accordance with ASTM D822, with one year exposure in South Florida, with panels facing south and tilted at a 45 degree angle, a high gloss white polyester coating retains 88 percent of its gloss (gloss reading obtained on washed panels). No film failure.
3. Hardness: 2 H (min) when measured in accordance with ASTM D3363.
4. Direct Impact: Up to 160 in./lbs. when measured in accordance with ASTM D2794.
B. Polyurethane Coating: Tests below conducted on Bonderite 1000 panels at 1.0 mil dry film thickness, cured for 30 minutes at 180 degrees F and aged 14 days at room temperature (25 degrees C). Results of each test: Excellent or no failure.
1. 5 percent salt spray: 500 hours.
2. 100 percent relative humidity: 1000 hours.
3. Water immersion: 100 hours.
4. Lacquer thinner, acetone, MEK, gasoline, xylene – 20 double rubs with saturated cloth.
5. Lubricating oils, hydraulic fluids, and cutting oils.
6. Cold Check: 16 cycles, 24 hours at 100 percent humidity; 24 hours at 10 degrees F; 24 hours at 77 degrees F.
7. Pencil Hardness: H to 2H.
8. Flexibility: 1/8 inch conical mandrel.
1.3 SUBMITTALS
A. Product Data: Submit manufacturer’s technical data for ornamental fences and gates.
B. Samples: For each fence panel type selected, submit one representative sample approximately 8 inches by 10 inches, showing fabrication workmanship and selected coating color.
C. Shop Drawings: Submit shop drawings for ornamental fences and gates, including plan layout and details illustrating fence height, location and sizes of support posts, footing requirements, gates and gate hardware.
If specifying motor operated gates, retain the following paragraph.
1. For motor operated gates, include details of provisions to accommodate motor operator components.
PART 2 PRODUCTS
2.1 MANUFACTURER
A. Products specified herein are components of the “MFR Gate System”, and produced by MFR Manufacturing Corp, Inc. Aurora, IL 60506, Tel: 815-318-0839, Fax: 815-552-3315
Website: www.mfrcorp.com
2.2 MATERIALS AND FABRICATION
A. Fabrication: Fence panel components shall be manufactured using the electro-forge welding process for complete penetration of cross members.
B. Configuration: Fence panels and support components shall be fabricated to the configurations shown on the contract drawings.
Finish. Colors. Coating.
The railing systems high rigidity is accomplished by use of combined steel bars which electro forged cross rods. Wide selection of a variety of different mesh sizes to match your project needs. All railing systems are designed to meet the strength requirements of standard building codes. Custom engineered systems can be designed to match any strength requirement for specific local building codes.(i.e. high rise roof top railings)
- Polyester Coating 90/100 micron
- Zinc base E-Coat layer and zinc rich powder layer / alternate hot dip galvanized zinc coating ASTM123
- High Strength Steel
*may vary by product type


Powder Coating is Eco Friendly
Our Powder Coatings are environmentally friendly and are an organic high quality finished surface providing integrity, durability, and a beautiful appearance over an extended period of time.
Powder Coating has been proven to be safer for the environment than wet paint applications. Most wet paints have solvents that are harmful to the environment. However, powder coat is solvent-free and applied electrostatically.
Ecologically there are no VOCs emitted and very little waste is produced because most powder coating overspray can be reused, greatly reducing the waste commonly found in liquid painting.
Environmental Impact of Powder Coating
Despite all the care that is taken to protect the environment, there are still benefits to be gained.
More importantly, the long term effect of powder coating the product for corrosion protection. Our coating system protects the metals which are exposed to the project conditions, which in turn enjoy a longer lifetime and require far less maintenance. Decay and early replacement of parts are prevented or at best minimized.
In the long run, powder coating will replace its counterpart, wet paint, in more and more areas. Technically, powder coating competes with wet paint head to head. In addition, powder coating is more friendly to the environment than wet paint, for the same cost, yet powder coating also has the advantage of superior mechanical and anti-corrosive properties. Whereas wet paint is all washed up!
Another advantage of using powder coatings is the subtraction of solvents. The powder is applied without any additives. The harmful emission of V.O.C., as used in wet paint, does not occur. The environment also benefits from the electrostatic adhesion of the metal to the powder particles. This adhesion creates a smooth and even layer that covers the edges of the metal object. This eliminates sharp edges that need to be ground into shape. The powder, not attracted to the substrate is contained and reused. Wet paint overspray has to be disposed of as chemical waste.
Brochures
Have our brochures mailed to you!
Download a PDF version of our brochure now.
PRODUCT Showcase